Wälzschleifen von Doppelschrägverzahnungen
Schleifmaschinen allgemein
Doppelschrägverzahnungen lassen sich unter bestimmten Voraussetzungen künftig auch wälzschleifen. Damit erweitert die Liebherr-Verzahntechnik GmbH das Verfahrensspektrum für die Hartfeinbearbeitung dieser besonderen Verzahnungsart, um auch den höchsten Qualitätsanforderungen gerecht zu werden. Im Vergleich zu etablierten Verfahren wie dem Profilschleifen oder dem Hartfräsen ist das Wälzschleifen schneller und damit auch aus wirtschaftlicher Sicht eine interessante Alternative.

Wälzschleifen ist eine wirtschaftliche Alternative in der Hartfeinbearbeitung von Doppelschrägverzahnungen (Bild: Liebherr).
Doppelschrägverzahnungen kombinieren die Vorteile von Gerad- und Schrägverzahnungen: Übertragung großer Kräfte, Laufruhe und reduzierte axiale Lagerkraft. Sie werden überall dort eingesetzt, wo eine hohe Leistungsdichte der Getriebe gefordert ist. Ihr Anwendungsspektrum reicht von sehr kleinen, leichten und kompakten Teilen in der Luft- und Raumfahrt über leistungsstarke Turbogetriebe bis hin zu riesigen Dimensionen in der Energie- und Fördertechnik.
Wälzschleifen als effiziente Alternative
Aufgrund gestiegener Qualitätsanforderungen hinsichtlich Effizienz, Laufruhe und Geräuschentwicklung müssen heute immer mehr Doppelschrägverzahnungen hartfeinbearbeitet werden. Für echte Pfeilverzahnungen ohne Spalt zwischen den Verzahnungen kommt aus fertigungstechnischen Gründen nur das 4- oder 5-achsige Hartfräsen infrage. Für Doppelschrägverzahnungen hat sich in den meisten Fällen das Profilschleifen etabliert. Nun ist es der Liebherr-Verzahntechnik GmbH gelungen, das Wälzschleifen als präzise und effiziente Alternative für die Hartfeinbearbeitung zu entwickeln.
Nachdem das Unternehmen bereits die Weichbearbeitung von Doppelschrägverzahnungen durch eine präzise Korrekturmessung beim Wälzstoßen optimiert hat, hat es jetzt die Hartfeinbearbeitung weiterentwickelt: Die Bearbeitungsgeschwindigkeit bei diesem Fertigungsschritt kann gegenüber dem Profilschleifen laut Unternehmensangabe bis zu zehnmal höher sein. Das Ergebnis erfülle dabei auch höchste Qualitätsanforderungen, wobei das Werkstück einige Voraussetzungen zu erfüllen habe: Der Abstand zwischen den beiden Zahnrädern beträgt mindestens 23 Millimeter und das Modul darf nicht größer als 5 sein.
Möglich wird dies unter anderem durch die Entwicklung robuster Schneidstoffe, die den wirtschaftlichen Einsatz von Schleifschnecken mit einem sehr kleinen Durchmesser ermöglichen.

Robuste, abrichtbare CBN-Schleifschnecke (Bild: Liebherr).
Als Schneidstoffe werden Sinterkorund-Schleifmittel in dreieckiger oder stäbchenförmiger Ausprägung bzw. CBN (kubisches Bornitrid) in galvanischer oder keramischer Bindung verwendet. Je nach Anwendungsfall und Anforderungen kann Liebherr aus einem breiten Spektrum den bestmöglichen Schneidstoff anbieten.
Zwei Schleifschnecken auf einem Dorn
Für einen möglichst geringen Werkzeugüberlauf werden zwei Schleifschnecken eingesetzt, deren Steigungsrichtung jeweils der zu schleifenden Verzahnung entspricht: Die linksschräge Verzahnung am Doppelrad wird mit einer linkssteigenden Schleifschnecke, die rechtsschräge Verzahnung mit einer rechtssteigenden Schleifschnecke bearbeitet. Die beiden Schleifschnecken sitzen auf einem langen Dorn und werden von einer Software gesteuert, wobei die Bearbeitung der Zahnräder nacheinander erfolgt. Jede der beiden Schnecken kann das Werkstück sowohl schruppen als auch schlichten.
Die Auslegung der Schnecken im CAD-Modell erfolgt mit dem Ziel, ihren Außendurchmesser und ihre Länge zu maximieren. »Bei der Auslegung der Schnecken haben wir uns überlegt, dass letztlich nur eine weitere Verzahnung mit einem anderen Schrägungswinkel hinzukommt – mehr nicht. Das haben wir ausprobiert, und die Versuche sind dann auch erfolgreich verlaufen«, erzählt Dr. Andreas Mehr, Experte für das Verzahnungsschleifen bei Liebherr, über die Entwicklung.
Höchste Qualität bei der Verzahnungsgeometrie
Beim Wälzschleifvorgang selbst wird zunächst die obere Verzahnung fertig geschliffen. Sie dient als Referenz für die Winkellage der beiden Verzahnungen zueinander. Über einen abgestimmten Einmittvorgang wird dann die untere Verzahnung sehr präzise lageorientiert zur ersten geschliffen. Durch die Bearbeitung in einer Aufspannung lässt sich eine sehr gute Teilung erzielen: Der Abstand von beispielsweise einer linken zur nächsten linken Zahnflanke wird nahezu perfekt. Auch die axiale Position der Zahnräder zueinander, der sogenannte Apex-Punkt, wird mit dieser Technologie sehr exakt erreicht.
Neben den deutlich schnelleren Bearbeitungszeiten nennt das Unternehmen weitere Vorteile des Wälzschleifens gegenüber dem Profilschleifen: Das Verfahren sei robuster gegen Aufmaßschwankungen und Wärmebehandlungsverzüge. Neben dem präzisen Apex-Punkt erziele es zudem eine wesentlich höhere Genauigkeit bei der Winkellage (Index) der beiden Verzahnungen zueinander. Ebenso verbessere es die Oberflächenrauheit und biete mehr Stabilität beim Schleifen der Zahnfußkontur. Die Einzel- und Summensteigungsqualität nennt das Unternehmen dank des kontinuierlichen Prozesses als sehr hoch. So ließen sich auch topologische Modifikationen wirtschaftlich herstellen, beispielsweise gezielte Endrücknahmen oder verschränkungsfreies Schleifen. Darüber hinaus sei das Risiko für Schleifbrand geringer.
Anforderungen an Schleifkopf und Software
Für das Wälzschleifen von Doppelschrägverzahnungen braucht es einen leistungsstarken und dynamischen Schleifkopf mit Gegenlager, der die Bearbeitung sowohl mit kleinen als auch langen Schleifschnecken erlaubt. Hierfür eignet sich der neu konzipierte Schleifkopf »GH 240 CB« von Liebherr. Er besitzt Haupt- und Gegenlager und erreicht eine maximale Spindeldrehzahl von 12.000 bzw. optional 17.000 Umdrehungen pro Minute. Als ebenso wichtig nennt das Unternehmen eine Software, die für Doppelschrägverzahnungen ausgelegt ist und einfache, leicht verständliche Eingabe- und Korrekturmöglichkeiten sowie die Möglichkeit bietet, die einzelnen Räder sowie ihre Winkellage zueinander zu korrigieren. Bei entsprechender Programmierung soll die Nachschleiffunktion sogar die Herstellung des ersten Teils als Gutteil ermöglichen.
Nachrüstbar auf Bestandsmaschinen
Das Verfahren lässt sich auch auf bereits vorhandenen Schleifmaschinen des Typs »LGG« von Liebherr nachrüsten, sofern sie mit dem Schleifkopf »GH 240 CB« und einer »LHGearTec«-Steuerung ausgestattet sind. Der Schleifkopf ist aufgrund seiner Bauweise, der Shiftlänge und der Möglichkeit, auch kleine Schleifschnecken aufzuspannen, die unabdingbare Grundlage für das Wälzschleifen von Doppelschrägverzahnungen.
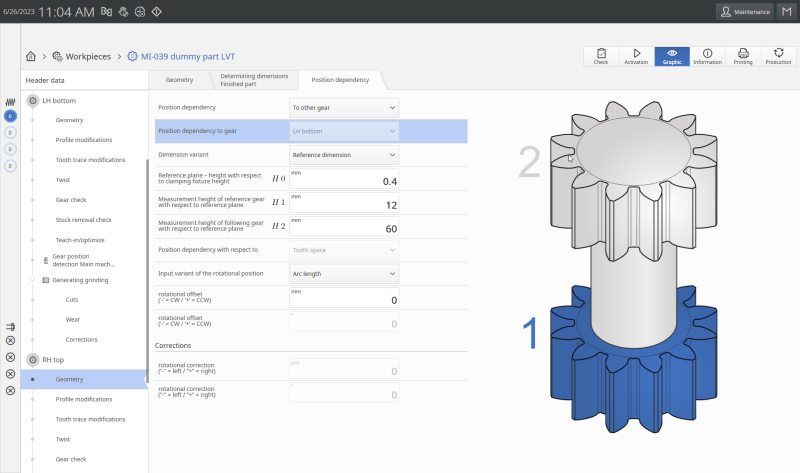
Mithilfe der Steuerungssoftware »LHGearTec« wird Wälzschleifen einfach und intuitiv (Bild: Liebherr).
Das Unternehmen hebt hervor, dass es jeden Anwendungsfall individuell untersucht und dabei mit seiner Expertise und Prozesskompetenz unterstützt, um für jede Anwendung die höchstmögliche Qualität zu erzielen. »Wir können für jeden Kunden eine maßgeschneiderte Lösung entwickeln«, erklärt Dr. Mehr.
Schmelzegrün 7
D-77709 Wolfach
07834 866-0
info@supfina.com
www.supfina.com