Mannlose Fertigung in der Mikrozerspanung
CNC-gesteuerte Fräsmaschinen
Die Zorn Maschinenbau GmbH mit Sitz in Stockach am Bodensee stellt seit über 30 Jahren Sondermaschinen für verschiedene Anwendungen her. Seit mehr als vier Jahren bietet das Unternehmen mit einem Miniatur-Bearbeitungszentrum umfassende Lösungen für die Mikrozerspanung an.
PI Reinraumoptimierte Linearachsen.jpeg Bestückt mit reinraumoptimierten Linearachsen hat das Miniatur-Bearbeitungszentrum auch staubempfindliche Fertigungsabläufe sicher im Griff (Bild: Zorn Maschinenbau).
Das Produktportfolio reicht mittlerweile von der Mikromontage über die Mikrozerspanung, die Mikroautomation und Sondermaschinen bis zur kameraunterstützten Roboteranwendung. Viele Sonderanfertigungen demonstrieren jedes Jahr aufs Neue den Ideenreichtum des Maschinenbauers. Die Zielmärkte sind breit gefächert und reichen vom Maschinenbau mit all seinen Facetten bis zur Elektrotechnik, der Medizintechnik sowie der Uhren- und Schmuckindustrie. Unternehmens- und Fertigungsstandort ist Stockach.
Stangenlader
Kompakte Bearbeitungszentren benötigen platzsparende Zuführeinrichtungen. So hat Zorn für sein 5-achsiges Mikrobearbeitungszentrum »microone« entsprechende Stangenlader im Programm. Diese benötigen weniger als einen halben Quadratmeter an zusätzlicher Aufstellfläche. Entnehmen, Bearbeiten und Ablegen sind drei automatisierte Arbeitsschritte, die das Mikrobearbeitungszentrum flexibel einsetzbar machen. Im Zusammenspiel mit einer automatisierten Fertigteilmagazinierung ist eine mannlose Fertigung realisierbar. Zuführen lassen sich maximal 250 Millimeter lange Stangen. Bevorraten kann das Magazin 600 solcher Bauteile mit einem Durchmesser von sechs Millimetern, das entspricht einer Länge von insgesamt 150 Metern Rohmaterial.
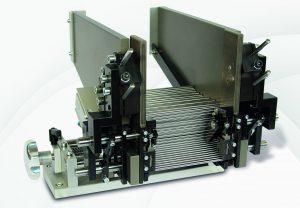
Der kompakte Stangenlader kann 60 bis 250 Millimeter lange Stangen mit Durchmessern von 1 bis 10 Millimeter bevorraten und zuführen (Bild: Zorn Maschinenbau).
Separieren und Zuführen lassen sich 60 bis 250 Millimeter lange Stangen mit einem Durchmesser von einem bis zehn Millimetern. Eine eigens entwickelte Handlingachse mit zwei Schwenkgreifern entnimmt die Bauteile automatisch und führt sie in kurzen Zyklen der Maschine zum Bearbeiten zu. Die Anlage kann so über eine lange Zeitspanne mannlos produzieren.
ISO10-Werkzeugaufnahme
Eine ISO10-Werkzeugaufnahme vereinfacht das Bevorraten von Fräsern mit unterschiedlicher Schaftgröße, und größere Werkzeugmagazine verlängern die autarken Laufzeiten der Werkzeugmaschine. Für das Mikrobearbeitungszentrum »microone« wurde zum Spannen der Werkzeuge eine Steilkegelaufnahme (SK) mit Plananlage ins Programm aufgenommen. Damit lassen sich Spannzangen mit Durchmessern im Bereich von 0,5 bis 7 Millimetern aufnehmen. Das ist praktisch, denn nun kann man Fräser mit ihren jeweiligen Durchmessern verwenden, ohne sich für alle auf einen Schaftdurchmesser festlegen zu müssen. Bei moderaten Drehzahlen verbessert die Plananlage die Steifigkeit, bei hohen verhindert sie das tiefere Hineinziehen des Werkzeugs in die Spindel. Die Rundlauftoleranz der Aufnahme beträgt weniger als drei Mikrometer. Weil das Standardwerkzeugmagazin von den neuen Aufnahmen nur noch neun Werkzeuge aufnehmen kann, gibt es nun weitere, entsprechend größere Magazine. Diese ermöglichen in der Praxis längere autarke Laufzeiten. Dank der neuen Aufnahme in der Spindel kann diese den Messtaster zum Vermessen der Werkstücke direkt in der Spindel aufnehmen. Neu im Programm ist zudem ein Infrarottaster zum berührungslosen Vermessen der Werkstücke.
Pick-and-Place im Reinraum
Bestückt mit reinraumoptimierten Linearachsen hat man mit dem Bearbeitungszentrum von Zorn auch staubempfindliche Fertigungsabläufe sicher im Griff − sei es in der Mikromontagetechnik oder in der Produktion von medizinischen und zahnmedizinischen Produkten. Konfigurierbar sind hochflexible Pick-and-Place-Applikationen bei geringem Platzbedarf. Herzstück ist ein elektrischer Linearmotor von Linmot, ausgelegt auf maximale Dauerkraft und hohe Beschleunigung. Die Baureihe umfasst drei unterschiedliche Varianten. Allen drei gemeinsam sind die Wiederholtoleranzen von 0,05 (Standard) und 0,01 Millimetern (Präzision). Reinraumoptimierte Linearachsen gibt es in drei Baugrößen mit unterschiedlichen Hublängen. So hat das Fraunhofer-Institut IPA in Stuttgart der Reinraumachse »ZLAG1-100-Z«, gefertigt aus leicht zu reinigenden, eloxierten Aluminiumprofilen, als Gesamtergebnis bei den Partikelemissionen die Luftreinheitsklasse 6 bescheinigt. Bei Parametern mit Geschwindigkeiten von 0,5 m/s und Beschleunigungen von 1,0 m/s² ist sogar Luftreinheitsklasse 5 testiert. Erreicht werden diese Werte dank geringstmöglichem Abrieb der beweglichen Komponenten, leichten Reinigungsmöglichkeiten sowie integrierter Laminar-Flowboxen und geführter Abluft.


