Mikrobearbeitungszentrum: Vollautomatischer Stangenlader senkt Stückkosten
CNC-gesteuerte Drehautomaten
Ein anbaubarer, kompakter Stangenlader führt einem 5-achsigen Bearbeitungszentrum von Zorn Maschinenbau Rundmaterial in unterschiedlichen Längen und Durchmessern vollautomatisiert zu. Das ermöglicht die mannlose Fertigung und senkt die Stückkosten.
Diesen und viele weitere Fachbeiträge lesen Sie in der 2020er-Ausgabe des Jahresmagazins »Maschinenbau + Metallbearbeitung«, das Sie über diesen Link bestellen können.
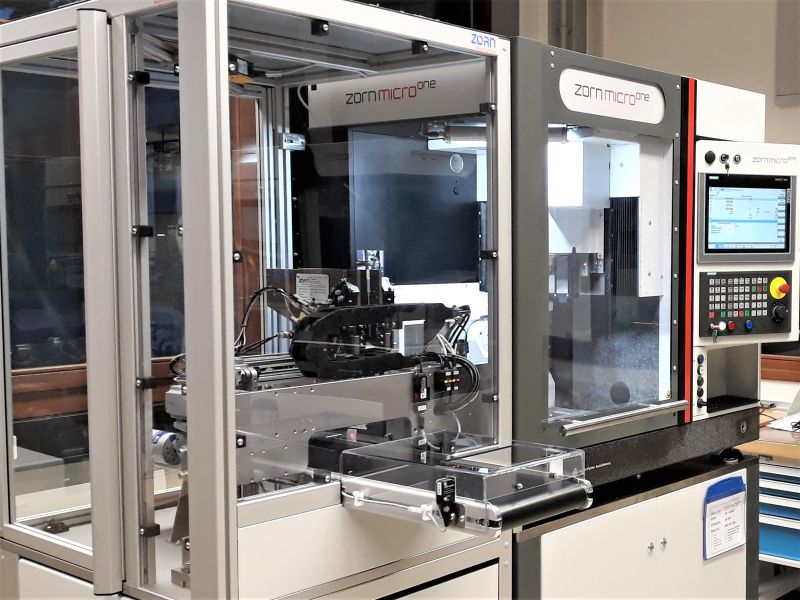
Das 5-Achs-Präzisionsbearbeitungszentrum »microone« mit Stangenlader. Die Maschinensteuerung übernimmt dabei die Steuerung der Zuführeinrichtung (Bild: Zorn Maschinenbau).
Ohne vollautomatisiert arbeitende Bearbeitungszentren ist die heutige Teilefertigung nicht mehr vorstellbar. Innovative Technik führt zu vermehrtem Teileausstoß. Je mehr Werkstücke aber gefertigt werden, umso mehr Rohmaterial gilt es aus einem Puffer nachzuschieben, damit der unproduktive Leerlauf teurer Werkzeugmaschinen möglichst gering bleibt. Eine Maschine per Hand zu beschicken, ist dabei nicht immer wirtschaftlich, lange und unproduktive Nebenzeiten können die Folge sein. Zudem entstehen oft hohe Personalkosten – Faktoren, die die Wirtschaftlichkeit schnell spürbar nach unten beeinflussen und unter dem Strich zu hohen Stückkosten führen.
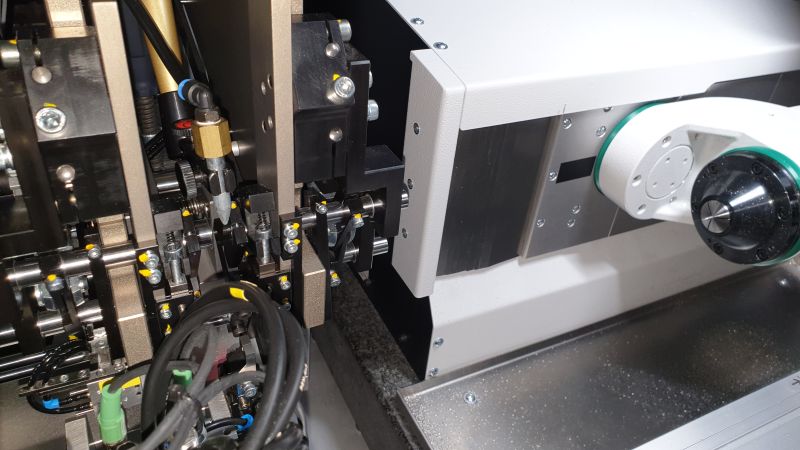
Das Stangenmagazin puffert große und kleinere Mengen an Stangen (Bild: Zorn Maschinenbau).
Speziell für den Bearbeitungsschritt Drehen können Stangenlader Bearbeitungszentren mit dem Rohmaterial Stange rasch und unkompliziert versorgen. Mit einem solchen anbaubaren Beschickungsmodul ausgerüstet kann die Werkzeugmaschine für längere Zeit mannlos produzieren. Die Investition, amortisiert sich damit schnell – nicht nur in der Mikrozerspanung.
Schiefe Ebene mit Vereinzelung
So hat Zorn für sein 5-achsiges Mikrobearbeitungszentrum »microone« einen Stangenlader entwickelt, der weniger als 0,5 Quadratmeter Aufstellfläche benötigt, denn bei kompakten Werkzeugmaschinen sollten auch die Zuführeinrichtungen platzsparend ausgeführt sein. Konstruiert als schiefe Ebene bevorratet der Lader Stangen, die zum Beschicken der Dreheinrichtung noch vereinzelt werden müssen. Das heißt: Eine Stangenvereinzelungsvorrichtung separiert aus dem Magazin eine Stange nach der anderen, die ein Greifer zur weiteren Bearbeitung dem Mikrobearbeitungszentrum automatisiert zuführt.
Eine eigens entwickelte Handlingachse mit Schwenkgreifer und Doppelgreifer entnimmt Bauteil für Bauteil automatisch und führt diese in kurzen Zyklen der Maschine zum Bearbeiten zu. Gleichzeitig mit dem Zuführen des neuen Bauteils kann ein bereits bearbeitetes Werkstück entnommen werden. Das geschieht wie folgt: Die unbearbeitete Stange wird in das geöffnete Spannfutter positioniert, dann schließt sich das Spannfutter und der Bearbeitungsvorgang beginnt. Ist dieser Bearbeitungsschritt abgeschlossen, wird das fertige Bauteil vom zweiten Greifer entnommen und dem Workflow entsprechend abgelegt. Dieser Ablauf wiederholt sich zyklisch solange, bis mit den bevorrateten Stangen die gewünschte Anzahl an Bauteilen gefertigt ist.
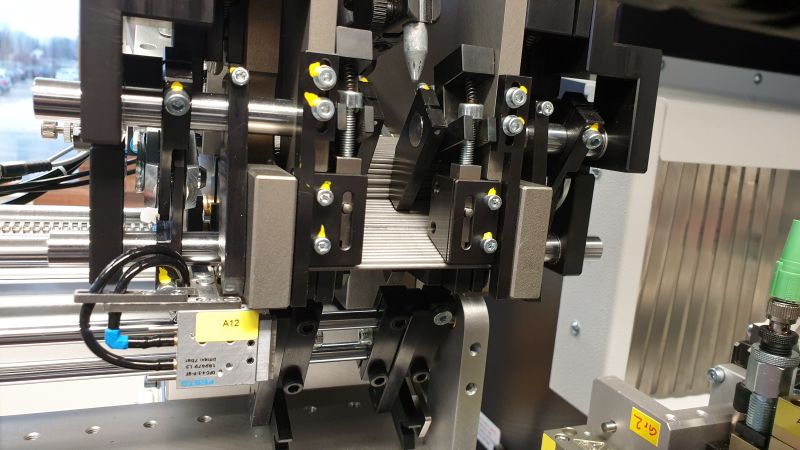
Das Spannmittel hält und sichert zuverlässig das Werkstück während des Bearbeitungsvorgangs (Bild: Zorn Maschinenbau).
Das Handling vereint dabei Beladen und Entladen des Bearbeitungszentrums: Greifer 1 entnimmt das Rohteil aus dem Stangenmagazin, Greifer 2 schwenkt in die Entnahmeposition, anschließend greift das Bearbeitungszentrum das Produkt. Danach erfolgen Rückhub und Schwenken von Greifer 1 in die Beladeposition, Beladen mit der Stange und Rückhub in die Ablageposition des Fertigteils. Die Anlage kann – je nach Art des Werkstücks und Fassungsvermögen des Pufferspeichers – rund 6 bis 8 Stunden mannlos produzieren.
Kürzere Bearbeitungszeiten
Der Nutzen von Stangenlader und Automationszelle ist in der Praxis schnell verdeutlicht: So ist die Teilezufuhr variabel, unterschiedliche Bauteile lassen sich also gezielt zuführen. Der Bauteilwechsel erfolgt per Doppelgreifer, was die Zeiten für Bestückung und Entnahme verkürzt. Nach der Bearbeitung werden die Fertigteile automatisiert in bereitstehenden, unterschiedlichen Magazinen abgelegt und weitertransportiert: Entweder, um die fertigen Teile versandfertig zu verpacken, oder um sie an andere Fertigungsstationen zur erneuten Bearbeitung weiterzuleiten.
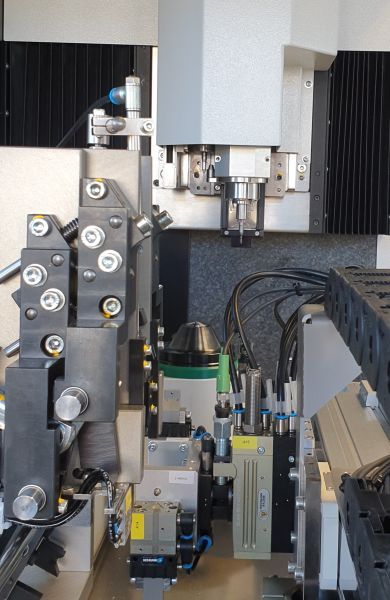
Fräszelle für die hochgenaue Bearbeitung der Werkstücke (Bild: Zorn Maschinenbau).
Mit dem Stangenlader von Zorn lassen sich – vereinzelt aus einem üblichen Standardmagazin – maximal 250 Millimeter lange Stangen zuführen. Das Magazin fasst 600 solcher Vorprodukte, die einen Durchmesser von 6 Millimetern haben können. Aufaddiert entspricht das einer Länge von insgesamt 150 Metern. Die Stangen können 60 bis 250 Millimeter lang sein und einen Durchmesser von 1 bis 10 Millimetern haben.
Teilehandling für Stangenlader
Ein Roboter fürs Teilehandling ermöglicht weitere Bearbeitungsschritte. Auch lassen sich die Produkte im Bearbeitungsumfeld flexibler positionieren. Bei einem Achssystem müssen die Bauteile immer horizontal in der Flucht zur Mittelachse des Bearbeitungszentrums liegen und lassen sich auch nur in dieser Lage wieder ablegen. Beim Roboterhandling hingegen lassen sich Bauteile flexibel auf Paletten ablegen oder vertikal stecken. Je nach Typ des Roboters sind vier bis sechs Achsen mit entsprechenden Freiheitsgraden möglich. Dabei positionieren Scara-Roboter bauartbedingt schneller und genauer, während Knickarmroboter flexibler, dafür aber langsamer arbeiten. Die Bauteilablage kann als Schüttgut erfolgen oder geordnet, zum Beispiel per Förderband.
Mannlose Fertigung
Entnehmen, Bearbeiten und Ablegen sind drei automatisierte Arbeitsschritte, die das Mikrobearbeitungszentrum im Zusammenspiel mit einem Stangenlader flexibel einsetzbar machen. Dank der automatisiert ablaufenden Magazinierung der fertigen Werkstücke ist eine mannlose Fertigung in der Fabrik realisierbar. Darüber hinaus ist das Mikrobearbeitungszentrum mit einem Spannsystem zum sicheren Spannen und Halten selbst kleinster Werkstücke erweiterbar. Die Bearbeitungseinheit lässt sich zudem mit zusätzlichen Modulen zum Lasern und Dosieren ausrüsten – Fertigungsschritte, die das Mikrobearbeitungszentrum »microone« fit für die Aufgaben der Zukunft macht.
 Index-Werke GmbH & Co. KG
Index-Werke GmbH & Co. KGPlochinger Str. 92
D-73730 Esslingen
0711 3191-0
info@index-werke.de
www.index-werke.de


