Mit Klemmbausteinen flexibler fertigen
CNC-gesteuerte Fräsmaschinen
Fräsen und Automatisieren aus einer Hand – darauf setzt die Condor Group bei der Lösung von Hermle. Ein Robotersystem versorgt zwei 5-Achs-Bearbeitungszentren mit Werkstücken und macht die Nacht zum Tag. Um die Anlage weiter auszureizen, entwickelte der Lohnfertiger ein eigenes Matrizensystem.

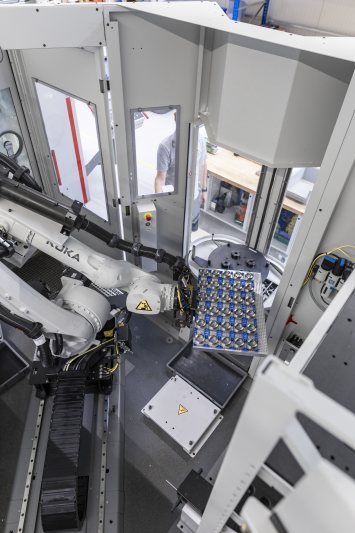
Seit 2022 nutzt Condor zwei 5-Achs-Bearbeitungszentren mit angeschlossenem Robotersystem. Die Bearbeitungszentren werden über den Roboter automatisch mit Werkstücken versorgt (Bild: Hermle).
Das Team in der Fräsabteilung arbeitet im Ein-Schicht-Betrieb. Trotzdem zerspant die Condor Group mit ihren 70 Beschäftigten rund um die Uhr Werkstücke für eigene Produkte und externe Kunden. »Wir setzen bei unserer Hermle-Anlage auf Automation«, erklärt Dominik Schulte. Er ist gemeinsam mit seiner Schwester Ira Fecke-Schulte Geschäftsführer der Firmengruppe, die im nordrhein-westfälischen Salzkotten ihren Sitz hat. Neben Fräsen gehören auch Drahterodieren, additive Fertigung und Oberflächentechnik zum Leistungskatalog.
Zur Firmengruppe gehört die Condor Medtec GmbH, die Lösungen für die Medizintechnik entwickelt und sich auf zwei Sparten spezialisiert hat: »Goldline« ist ein Retraktorsystem, mit dem sich Wunden während einer Operation offenhalten lassen. Das zweite Fachgebiet ist die Patientenlagerung, etwa mit »Rotextable«. Diese elektrisch bedienbare Hilfe positioniert und fixiert das Bein von Patienten bei Hüftoperationen.

Seit 2022 nutzt Condor die beiden Bearbeitungszentren »C 32 U« mit angeschlossenem Robotersystem »RS 1« (Bild: Hermle).
Um automatisiert zu fertigen, nutzt der Betrieb seit 2022 zwei 5-Achs-Bearbeitungszentren »C 32 U«, die über das Robotersystem »RS 1« verbunden sind. Dank des Speicherkonzepts mit zwei Regalen, die Platz für insgesamt 16 Paletten bieten, und vollautomatischen Greiferwechseln arbeitet die Anlage über längere Zeiträume autonom. »Wir haben durch die zwei identischen Maschinen nicht nur die doppelte Fertigungskapazität, sondern können auch das Material trennen«, verdeutlicht Betriebsleiter Sebastian Ilsen.
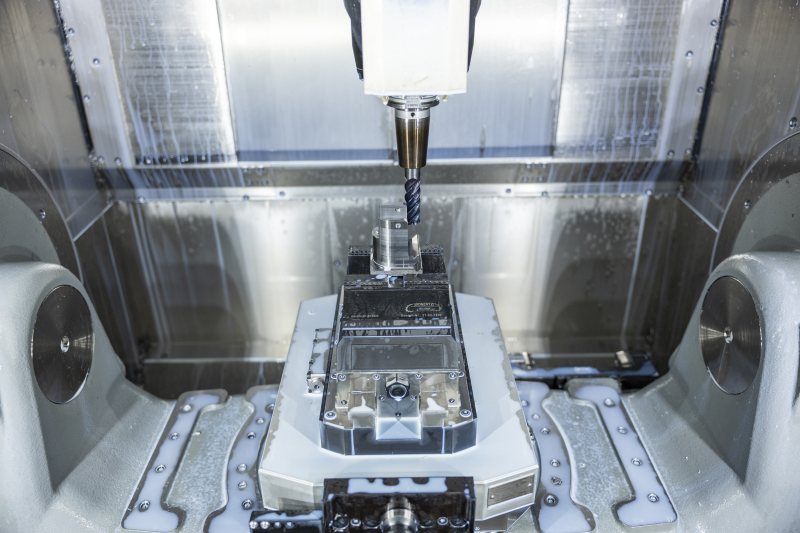
Das Bearbeitungszentrum fräst selbst schwer zerspanbare Werkstoffe in kurzer Zeit und mit bestmöglicher Genauigkeit (Bild: Hermle).
»Eine ›C 32 U‹ bearbeitet ausschließlich Aluminium, die andere nur Edelstahl. Das hat mehrere Vorteile. Zum einen stellen wir so sicher, dass unsere Werkzeuge immer nur ein Metall zerspanen, und zum anderen erhalten wir damit sortenreine Späne, die sich besser wiederaufbereiten lassen.«
Keine Nachtschichten
Die Entscheidung für Hermle fiel wegen der durchgängigen Automationslösung. »Aufgrund des Fachkräftemangels durch den demografischen Wandel wird es für uns immer schwieriger, Mitarbeitende für zwei oder gar drei Schichten zu finden. Dabei haben wir viel zu tun«, hebt Schulte hervor. »Ein Teil unserer Beschäftigten hat sich bei uns beworben, weil sie keine Nachtschichten mehr schieben wollten. Mit der Robotik fertigen wir nun 24/7, ohne unser Personal zu belasten. Zudem präsentieren wir uns als attraktiver Arbeitgeber.« Dabei war es dem Unternehmen wichtig, eine Zerspan- und Automationslösung aus einer Hand zu nutzen. »Kommen Roboter und Fräszentrum von unterschiedlichen Herstellern, kann es Schnittstellenprobleme und Unstimmigkeiten bei den Zuständigkeiten geben«, überlegt Ilsen. »Das wollten wir unbedingt vermeiden und setzten deshalb auf eine Komplettlösung von Hermle.«

Das Condor-Team (v. l.): Geschäftsführer Dominik Schulte, Sebastian Rusche, Leiter Fräsabteilung, CNC-Fräser Oleg Peters, Programmierer Erhardt Jost und Betriebsleiter Sebastian Ilsen (Bild: Hermle).
Nach der Vorstellung durch den Außendienst war für Condor schnell klar, dass sie zukünftig mit einer Anlage des Maschinenbauers aus Gosheim automatisiert fertigen würden. »Anschließend präsentierten wir dem kompletten Frästeam die neue Lösung. So konnten wir die Belegschaft mitnehmen und ihr vermitteln, dass der Roboter keine Jobs kostet«, betont der Geschäftsführer. »Wir beschäftigen ausschließlich Facharbeiter. Das sind Top-Leute, und wir wollen niemanden verlieren oder ersetzen.«
Vier Mitarbeitende stellten sich der neuen Aufgabe und wurden als Projektteam auserkoren. Zwei Programmierer und zwei Maschinenbediener besuchten alle Anwenderschulungen und arbeiteten sich in die Anlage rein. Dabei hatten sie bei der Steuerung »TNC 640« von Heidenhain gewissermaßen ein Heimspiel, weil sie diese bereits von den anderen CNC-Bearbeitungsmaschinen im Betrieb kannten. Neu für sie war das Fertigungsleitsystem »Soflex«, das die Automation und damit den Roboter steuert.
Voll überzeugt
Dennoch gab es beim Frästeam zunächst einige Bedenken. »Einige Mitarbeitende waren skeptisch, ob der Roboter auch mit Einzelteilen zurechtkommt«, blickt Ilsen zurück. Das Unternehmen nahm die Anlage schrittweise in Betrieb. Zunächst nur die »C 32 U«, anschließend das Robotersystem »RS 1«. Schon wenige Monate später folgte die zweite, identische Maschine. Beide Bearbeitungszentren besitzen ein Zusatzmagazin »ZM 216«, das die 36 Werkzeuge in der Maschine um 216 weitere ergänzt. Dabei setzt Condor gerade bei der Bearbeitung von Edelstahl auf drei bis vier Schwesterwerkzeuge. »Wir nutzen ein CAM-System, mit dem wir die Maschine steuern und neue Fräsprozesse simulieren können«, erläutert Ilsen. »Die Zweifel waren unbegründet, wir fertigen inzwischen auch Stückzahl 1 über Nacht, personenlos und absolut zuverlässig.«
mit Platz für jeweils acht Paletten. Die »Condor-Universalmatrizen« lassen sich durch das 3D-gedruckte Stecksystem (blau) variabel an unterschiedliche Werkstückformen und -zahlen anpassen (Bild: Hermle).
»Trotzdem hat es mehrere Monate gedauert, bis wir mit der Anlage hundertprozentig prozesssicher zerspanen konnten und unsere Mitarbeitenden absolut fit waren«, erinnert sich der Betriebsleiter. Doch schon nach kurzer Zeit überlegte das Projektteam, wie sich die Abläufe optimieren lassen. Das Grundvertrauen in die Anlage und den Roboter war da, jetzt sollte alles noch besser werden. Der Auslöser war die große Produktvielfalt, die Condor auf der Maschine bearbeitet.
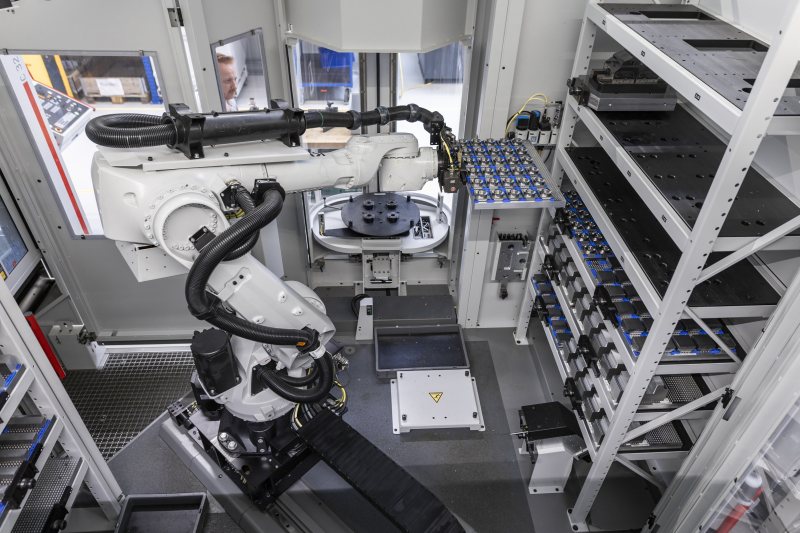
Bild: Hermle.
Ideen für längere Laufzeiten
Um Rohlinge für den Roboter zu fixieren, nutzen Anwender entweder Matrizen mit Formnestern oder Universalmatrizen, bei denen sich Bleche gegeneinander verschieben lassen. »Beide Lösungen waren für uns nicht optimal«, erläutert Ilsen. »Wir fertigen viele unterschiedliche Produkte, oft in Losgröße 1, damit sind Formnester für uns nicht zielführend. Bei den Universalmatrizen passt nur eine bestimmte Anzahl gleichförmiger Bauteile auf eine Platte, selbst wenn es sehr kleine Rohlinge sind. Damit verschenken wir viel Platz auf der Palette.« Das Team tüftelte an einer Lösung, die die nötige Flexibilität zuließ, und konstruierte die »Condor-Universalmatrize«.

Entnahme der Werkstücke von der Condor-Universalmatrize (Bild: Hermle).
Sie besteht aus einer Lochplatte mit einem Rastermaß von zehn Millimetern, auf die sich unterschiedliche 3D-Druckteile stecken lassen. Diese Bausteine haben an der Unterseite zwei Zylinder, die in der Bohrung einrasten. Sie ermöglichen das gleichzeitige Positionieren von Rohlingen in vielen Größen. »Da wir auch den 3D-Druck bei uns im Haus haben, sind wir auf die Idee mit den Kunststoffbausteinen gekommen«, verrät Ilsen. Damit werden flexibel alle möglichen Formate abgedeckt und es lassen sich deutlich mehr Rohlinge pro Palette vorbereiten. »Auf eine reguläre Universalmatrize passen zwölf Bauteile in der Größe 50 x 60 x 50 Millimeter, mit unserem Stecksystem sind es 30«, freut sich der Betriebsleiter.

Werkstücke lassen sich mit der »C 32 U« dynamisch positionieren, kurze Nebenzeiten ermöglichen eine hohe Produktivität (Bild: Hermle).
Das wirkt sich vor allem auf die Bearbeitungszeiten aus: Statt Rohlinge für vier Stunden pro Palette vorzuhalten, sind es mit der Universalmatrize zehn Stunden. Das Unternehmen hat sein System zur Marktreife entwickelt und vertreibt es nun an andere Anwender.
Jede Nacht und an den Wochenenden fertigt der Betrieb heute in »Geisterschichten« auf der Hermle-Anlage nur noch mit den eigenen Matrizen. »Das ist genial«, strahlt Sebastian Ilsen. »Vor allem, dass die Fräsmaschine auch unseren großen Werkstückmix automatisch zerspant und von Freitagnachmittag bis Montag durchläuft.«

Das Zahnrad ist Bestandteil einer Ergänzung für OP-Tische von Condor Medtec (Bild: Hermle).
Rund 40 Prozent der Rohlinge benötigt Condor Medtec für eigene Produkte, die restlichen 60 Prozent gehen an Kunden – meist in kleinen Losgrößen im einstelligen Bereich. »Es ist ein starker Benefit von Hermle, dass wir viele unterschiedliche Rohlinge automatisiert bearbeiten können.« Und Schulte ergänzt: »Das ist unser erster Roboter, aber sicherlich nicht unser letzter. Zukünftig setzen wir nur noch auf Automation.«