Optimiertes Produkt durch optimierten Produktionsprozess
Präzisionswerkzeuge allgemein
Die Gemü-Gruppe ist ein führender Hersteller von Ventil-, Mess- und Regelsystemen für Flüssigkeiten, Dämpfe und Gase. Der technische Fachhändler Boie aus Heilbronn und die Zerspanungsexperten von Walter sind dabei seit vielen Jahren wichtige Partner für das Unternehmen – auch wenn es gilt, über zwei Kontinente hinweg zusammenzuarbeiten.

Mit der Prozessoptimierung konnte die Bearbeitung der Gussrohlinge auf einem hochmodernen Bearbeitungszentrum nicht nur beschleunigt, sondern auch qualitativ verbessert werden (Bild: Walter).
Matthias Kerl, Process Manager im Bereich Produktion und Logistik bei Gemü, erklärt: »Wenn wir unsere Partner von Boie und Walter kontaktieren, geht es üblicherweise um Prozessoptimierung und Prozesssicherheit, Sonderwerkzeuge, neue Fertigungsstrategien und Abstimmungen mit nachgelagerten Prozessen. Diesmal war es anders: Ein Zerspanungsprozess musste komplett neu konzipiert und eingefahren werden – hier in Deutschland für unsere Produktion in Shanghai. Die Frage lautete also: Wie bekommen wir unsere Qualitätsstandards an das andere Ende der Welt?«
Diese Aufgabe ergab sich aus der strategischen Entscheidung des Unternehmens, die Produktion der Absperrklappe »R480 Victoria« komplett ins eigene Haus zu holen. Matthias Kerl sagt: »Mit dem Produktions-Knowhow im eigenen Haus können wir unsere sehr hohen Ansprüche an die Qualität unserer Produkte zuverlässig umsetzen. So lassen sich selbst bewährte Konstruktionen wie diese Absperrklappe durch technische Veränderungen noch deutlich optimieren. Das ist der Mehrwert, den unsere Kunden erwarten.« Weichdichtende zentrische Absperrklappen gehören zum Standardsortiment. Die relativ einfache Mechanik und Geometrie dieser Klappen haben sich bewährt: Aufgrund ihrer kurzen Einbaulänge, der schnellen Stellzeit und dem attraktiven Preis sind diese Absperrklappen weltweit gefragt. Stärkster Wachstumsmarkt ist China.
Komplexe Aufgabenstellung
Die Körper der neuen Absperrklappen werden aus Gussrohlingen gefertigt. Zum ungewohnten Werkstoff kommt noch die anspruchsvolle Bearbeitung: Optimierungsziel waren vor allem exakte Form- und Lagetoleranzen. Diese lassen sich nur dann wirtschaftlich erreichen, wenn das Werkstück in einer Aufspannung mit so wenig Werkzeugwechsel wie möglich zerspant wird. Dafür schien die angepeilte Geometrie des Bauteils eigentlich zu komplex. Für die Produktionsplaner war schnell klar, dass Entwicklung, Planung und Test des neuen Produktionsprozesses für das Werk in Shanghai nicht nur mit den unternehmensinternen Ressourcen zu stemmen sein würden. Sie holten sich den langjährigen und bekannten Partner Boie zur Unterstützung hinzu, der sich auf den technischen Großhandel für Maschinenbau, Metallbearbeitung und Instandhaltung fokussiert hat und zu den größten technischen Handelsunternehmen in Baden-Württemberg gehört. Gemü bezieht von Boie nicht nur Zerspanungswerkzeuge und technische Produkte. Als Systemanbieter unterstützt der Händler seine langjährigen Kunden auch bei komplexen Beschaffungs- und Service-Herausforderungen.
Eren Yoleri, Anwendungstechniker bei Boie, berichtet: »Bei der ersten Anfrage für dieses Projekt ging es zunächst nur um den Leistungsbedarf für die neue Zerspanungsmaschine in Shanghai. Wir haben dann das Anforderungsprofil für den kompletten Prozess vom Rohteil zum fertigen Teil aufgenommen, das Projekt definiert und unseren Partner für Zerspanungswerkzeuge Walter mit ins Boot geholt. Denn uns war klar, dass sich die Kosten- und Qualitätsvorgaben des Kunden nur mit einer Gesamtbetrachtung aller Faktoren darstellen lassen – von der Spindel über die Zerspanungsstrategie bis hin zu Werkzeugkonzept, Logistik und Qualitätssicherungsverfahren.« Bei der ersten belastbaren Kalkulation von Produktionskosten und -zeit pro Stück ergaben sich Werte, die den Verkaufspreis deutlich erhöht hätten. »Um die Kosten und Zeiten zu optimieren, mussten wir an den einzelnen Faktoren des Prozesses schrauben. Durch den Einsatz von Sonderwerkzeugen konnten wir die Bearbeitungszeit und den Werkzeugwechsel reduzieren. Danach musste geprüft werden, wie sich das auf die anderen Elemente und Produktionsschritte auswirkt«, erklärt Matthias Fahrner, technischer Berater beim Tübinger Hersteller von Präzisionswerkzeugen, den Prozess. Die wenigen feststehenden Parameter waren die Leistungsdaten der Maschine, die bereits für Shanghai bestellt war, die geplante Geometrie des Bauteils und die angestrebten Stückkosten.
Erfolgsfaktor Technology Center
Ein Großteil der Entwicklungsarbeit fand bei Walter in Tübingen statt. Hier steht mit dem Technology Center auf 5000 Quadratmetern eine hochmoderne technische Infrastruktur zur Verfügung, mit der sich alle Schritte bei der Entwicklung einer Zerspanungsstrategie abbilden lassen bis hin zum konkreten Zerspanungsvorgang. Für den Erfolg des Projekts »Victoria« war das ein entscheidender Faktor – und, dass der Werkzeughersteller in China ein eigenes Team vor Ort hat. Um im Technologiezentrum den Prozess so realistisch wie möglich nachzustellen, erhielt der Werkzeughersteller die kompletten Konstruktionsdaten der geplanten Bauteile von Gemü. Getestet wurde auf einer »Heller FT8000«, die von ihren Basisparametern der in Shanghai verwendeten Maschine am nächsten kommt. Bei jedem Produktionsschritt ermittelte das von Comara, einem Tochterunternehmen des Werkzeugherstellers, entwickelte digitale Fertigungsassistenzsystem »appCom« die realen Maschinendaten. Die Zerspanungsstrategie ließ sich damit in Tübingen optimieren, gleichzeitig liegt den Maschinenverantwortlichen in Shanghai eine umfassende Dokumentation vor, um die Maschine dort entsprechend einzurichten. Das Fertigungsassistenzsystem erfasst und visualisiert kontinuierlich alle relevanten Maschinen- und Fertigungsdaten, interpretiert sie und wertet sie aus. Es arbeitet webbasiert, im Technologiezentrum in Tübingen, bei Gemü in Waldzimmern und in Shanghai sind alle Beteiligten also immer auf dem gleichen Stand. Dadurch wurden nicht nur zahllose Interkontinentalflüge gespart, am Produktionsstandort in Shanghai wurden auch kaum Ressourcen gebunden.

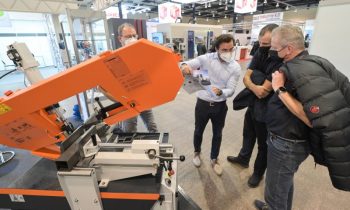
Enge Zusammenarbeit (v. l. n. r.): Matthias Fahrner (Walter), Michael Mütsch (Gemü), Matthias Kerl (Gemü) und Eren Yoleri (Boie; Bild: Walter).
Alle Teammitglieder standen in engem Austausch, um die endgültige Bauteilgeometrie über verschiedene Größen hinweg zu optimieren. Der Werkzeughersteller erhielt Einblick in das Laser-Messverfahren, das zur Qualitätskontrolle verwendet wird. Die in Tübingen gefertigten Testbauteile wurden auf der 3-D-Zeiss-Koordinatenmessmaschine vermessen, die Walter selbst in der Produktion in Tübingen verwendet. So konnte man die Testbauteile exakt nach den Standards und Methoden prüfen, mit denen in der Produktion in China gearbeitet wird. »Zum Technology Center gehört ja nicht nur die Technik. Die Ingenieure und Anwendungstechniker bringen sehr viel Erfahrung mit komplexen Zerspanungsaufgaben in unsere Kundenprojekte ein. So hat Gemü davon profitiert, dass wir mit dem zu zerspanenden Material Sphäroguss GGG40 und den damit einhergehenden Anforderungen sehr viel Erfahrung haben. Obwohl bei der Fertigung der ›R480‹ fast alle Zerspanungsarten vorkommen, konnten wir die Zahl und die Typen der eingesetzten Werkzeuge gegenüber unserem Start-Setup deutlich reduzieren. Zusätzlich haben wir Bearbeitungsschritte über unterschiedliche Versionen der Absperrklappe hinweg standardisiert. Das spart nicht nur Rüstzeiten an der Maschine, sondern vereinfacht auch die Werkzeugverwaltung« beschreibt Fahrner das Vorgehen.
Produkt und Prozess optimiert
Alle Zielvorgaben des Projekts wurden erreicht: Das gemeinsam erarbeitete Zerspanungsverfahren ermöglicht sehr enge Form- und Lagetoleranzen des gesamten Bauteilkörpers. Die Klappe ist technisch so optimiert, dass sich durch die geringere Kräftewirkung das Drehmoment um 20 Prozent verringert. Die Absperrklappe ist damit besonders verschleißarm und verfügt über eine längere Lebensdauer. Das neue, schlankere und dadurch strömungsoptimierte Scheibendesign sorgt für verbesserte Kv-Werte, und der Druckverlust bei geöffneter Klappe fällt um 10 Prozent geringer aus als beim Vorgängermodell. Die Klappen lassen sich so mit geringerem Energieaufwand betreiben, was die Betriebskosten senkt. Das in Deutschland unter realen Bedingungen geplante und getestete Verfahren wurde schrittweise am Produktionsstandort in Shanghai implementiert – inklusive aller Werkzeug- und Prozessdaten. Betreut wurde das Projekt in Shanghai von den Anwendungstechnikern der Walter-Tochtergesellschaft in China. Sie unterstützen den Ventilhersteller auch bei Nachregelungen und Anpassungen der Fertigungsprozesse und organisieren die Werkzeuglogistik. Mitte Mai 2019 ist die Produktion in Shanghai angelaufen.
Wanheimer Str. 57
D-40472 Düsseldorf
0211 989240-0
info@zccct-europe.com
www.zccct-europe.com
Schmelzegrün 7
D-77709 Wolfach
07834 866-0
info@supfina.com
www.supfina.com