Herausforderung Polygondrehen
Polygondrehen sieht man eher selten, da der Prozess und die Funktion häufig nicht bekannt sind. Die Herausforderung hierbei ist die Synchronisation der Achsen. Synchronisation spielt eine immer zentralere Rolle in der Zerspanung und moderne Maschinenkonzepte lassen solche komplexen Prozesse auch zu.
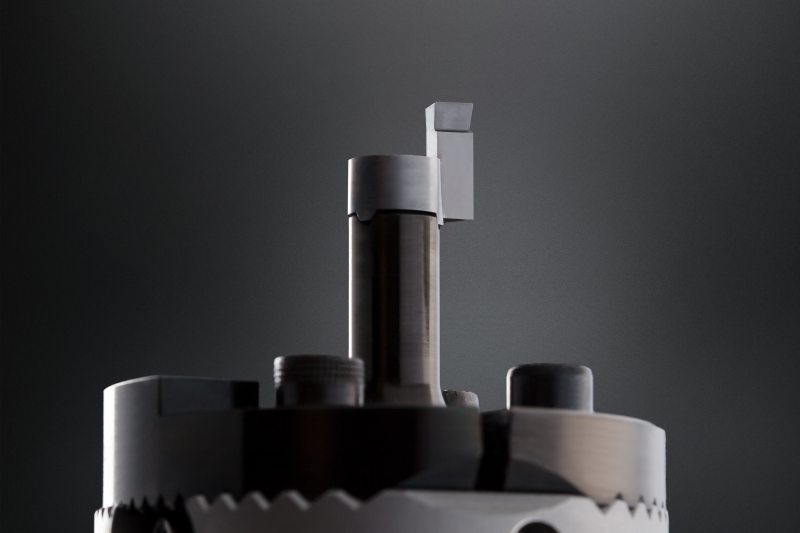
Eine Werkzeuglösung zum Polygondrehen basiert z. B. auf dem System »Mini« (Bild: Horn/Sauermann).
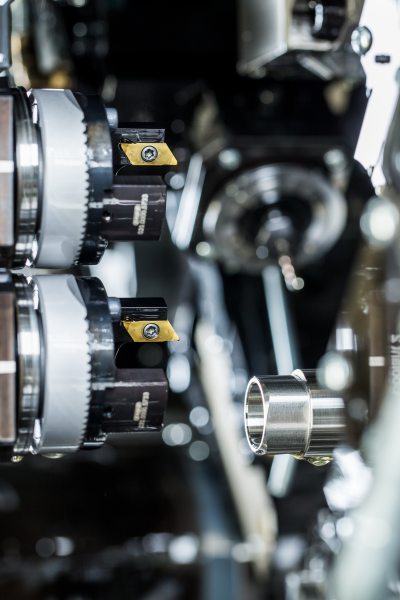
Mittels axialem Vorschub bieten die Werkzeuge der Paul Horn GmbH die Möglichkeit, regelmäßig unrunde Konturen auf Drehmaschinen herzustellen. Dieses Verfahren erleichtert z. B. die Herstellung von Polygonformen. Im Einsatz stehen die Achsen des Werkstücks und des Werkzeugs zueinander versetzt und sind in ein bestimmtes Drehzahlverhältnis gebracht.
Der Prozess und die dazugehörigen Werkzeuge eignen sich sowohl für die Außenbearbeitung als auch für die Innenbearbeitung. Der Achsversatz, das Drehzahlverhältnis von Werkstück zu Werkzeug und der Flugkreis der Schneide definieren die Abmessung der Kontur.
Bild: Horn/Sauermann.
»Ein Werkzeugsystem zum Polygondrehen ist individuell auf die jeweils herzustellende Kontur des Werkstücks abgestimmt. Diese Auslegung des Werkzeugs findet bei Horn in der Konstruktion satt. Dort gibt es entsprechende Berechnungstools, mit denen solche Werkzeuge berechnet werden können.« (Philipp Dahlhaus, Leiter Produktmanagement bei Horn)

Beispiel aus der Praxis
Bei dem Kundenbauteil handelt es sich um ein Polygon mit drei Ecken ähnlich wie bei der Polygonschaftaufnahme, nur zylindrisch. Die Anwendung läuft auf einem Mehrspindler-Drehautomaten. Als Werkstoff kommt 42CrMo4 (1.7225) zum Einsatz. Ziel war die Herstellung des Polygons in möglichst kurzer Bearbeitungszeit.
Die Problematik in diesem Anwendungsfall war das Durchmesser-Längenverhältnis. »Ursprünglich war hierfür eine Fräsoperation vorgesehen. Dabei ergab sich das Problem, dass der Fräser abgedrängt wurde. Dadurch wäre nochmal ein zusätzlicher Schlichtprozess notwendig gewesen. Das war zeitbedingt nicht möglich. Deshalb versuchte man die Polygondrehherstellung mittels Polygondrehen«, so Dahlhaus.
Vorbearbeitet ist das Bauteil über eine Bohrung. Anschließend werden die Achsen synchronisiert und in Z-Richtung verfahren. Es ist keine X-Bewegung vorhanden. Das Aussteuern des Werkzeuges läuft mechanisch über ein Voreinstellgerät und geschieht von Hand. Die Zustellung erfolgt in einem Schritt, das Werkzeug ist also so ausgelegt, dass die komplette Zustelltiefe AP in einem Durchgang zerspant wird.
»Es konnte eine Zeitersparnis von zehn Sekunden gegenüber dem Fräsprozess realisiert werden. Dieses Ergebnis wertete der Kunde als großen Erfolg. Die Prozesssicherheit war ebenfalls gegeben und es fand kein Abdrängen des Werkzeuges statt. Die Lösung über das Polygondrehen hat den Kunden überzeugt«, so Dahlhaus.
Prozessdenken
Jede Zerspanoperation ist ein Prozess: Einstechen, Abstechen, Nutfräsen oder Planfräsen. Hierfür bietet Horn mit seinem Werkzeugportfolio ein breites Angebot. Darüber hinaus setzen speziellere Zerspanungsprozesse wie Wälzschälen, Kegelradfräsen, Gewindewirbeln, Hochglanzfräsen und -drehen oder das Speed-Forming ein hohes Know-how in der Werkzeugtechnik sowie im Prozesswissen voraus. Hierzu zählen z. B. die Auslegung der Werkzeugschneiden im Wirbelprozess für ein mehrgängiges Gewinde einer Knochenschraube oder die Zahnprofile von Wälzschälrädern.
Für das Herstellen von unrunden Konturen entwickelte Horn den Prozess Polygondrehen (Bild: Horn/Sauermann).
Horn zeigt laut Dahlhaus z. B. auch mit dem Prozess Polygondrehen, dass das Unternehmen nicht nur als reiner Hersteller von Präzisionswerkzeugen den Anwendern zur Seite steht. Der Tübinger Werkzeugspezialist sieht sich mit seinem Know-how in der Werkzeugherstellung und dem umfangreichen Prozesswissen als Problemlöser auch für spezielle Bearbeitungslösungen.
»Nur wer den Zerspanungsprozess beherrscht, kann aus dem eingesetzten Werkzeug auch die maximale Leistung herauskitzeln. Aber wer das Werkzeug nicht beherrscht, erzielt auch mit dem besten Prozesswissen keine wirtschaftlichen Ergebnisse. Unsere Techniker vereinen das Know-how in der Herstellung von Präzisionswerkzeugen sowie den produktiven Zerspanprozess im Einsatz«, erläutert dazu Dahlhaus.