Maßgeschneidert trotz Standard
CNC-gesteuerte Fräsmaschinen
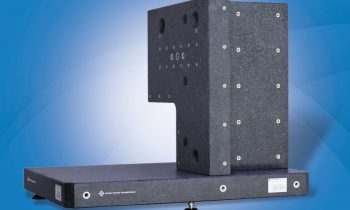
Kleine Werkstücke auf kleinen Maschinen fertigen: Eine Aufgabe, die das 5-achsige Mikrobearbeitungszentrum von Zorn Maschinenbau in Stockach bestmöglich erfüllt. Die Maschine arbeitet mit höchstmöglicher Präzision, geringem Platzbedarf sowie sehr energiesparend und ist dank des modularen Designs flexibel ausbaubar.

Klein und präzise: Das 5-achsige Mikrobearbeitungszentrum lässt sich auf unterschiedliche Fertigungsabläufe zuschneiden (Bild: Zorn).
Es klingt trivial und doch ist es in der Praxis oft anders: Kleine Teile sollte man auf kleinen Maschinen fertigen. Aber oft wird die Entscheidung für eine große Maschine unüberlegt getroffen, sozusagen aus dem Bauch heraus. Wer in ein Bearbeitungszentrum investiert, der sollte zuerst bei seiner Entscheidung unterschiedliche Argumente abwägen. Dabei kann die Pro-Contra-Liste recht lang werden, und schnell schleicht sich bei der geforderten Leistung einer Anlage ein Pufferdenken ein: Lieber die Anlage etwas überdimensionieren, wer weiß, was noch kommt? Zudem schreibt man bei der Mikrobearbeitung fälschlicherweise die für höchstmögliche Genauigkeit erforderliche Stabilität eher der großen Maschine als der kleinen Anlage zu. In der Praxis sieht die Bilanz dann oft so aus: Man entscheidet sich für eine große Anlage mit überdimensionierten Besonderheiten und teuren Folgekosten. Doch es geht auch anders.
Präzision braucht Stabilität
Je kleiner das zu bearbeitende Werkstück ist, desto wichtiger ist, die Maschine auf ein solides Fundament zu stellen. Für das Mikrobearbeitungszentrum »microone« von Zorn heißt das: natürlicher Granit − ein Werkstoff, der die Erschütterungen beim Bearbeiten effektiv absorbiert. Verbaut ist mehr als eine halbe Tonne präzisen geschliffenen Granits. Das natürliche Hartgestein weist als physikalische Voraussetzung für eine höchstmögliche Wiederholgenauigkeit eine besonders hohe Eigensteifigkeit auf und sorgt für die Einhaltung aller für das hochgenaue Fertigen besonders wichtigen Parameter wie thermische und mechanische Stabilität.
Weil die Längenausdehnung der Maschinenkomponenten die Präzision des Bearbeitungszentrums beeinflusst, arbeitet »microone« wassergekühlt, denn erst die konstante Temperatur sichert die bestmögliche Reproduzierbarkeit der Ergebnisse beim Einmessen und Bearbeiten. Eine ausgeklügelte Physik stabilisiert den Temperaturwert aller Achsen und Spindeln auf jetzt ±0,1 Grad Celsius. Je genauer die Temperatur gehalten wird, desto genauer lassen sich Kleinstteile fertigen.
Ergonomie im Fokus
Nur Modularität sichert die Ausbaubarkeit von Maschinen und macht sie zukunftssicher, weil man so flexibel auf sich ändernde Fertigungsschritte reagieren kann. Beim Mikrobearbeitungszentrum von Zorn ermöglicht Modularität auch einen ergonomischen Sitzarbeitsplatz.

Das Bedienpersonal hat Zugang von zwei Seiten und so bestmöglichen Zugriff (Bild: Zorn).
Das Verarbeitungsmodul des Bearbeitungszentrums kann vom Bedienpersonal auf die Seite oder nach hinten verschoben werden, somit bleibt genügend Beinfreiheit und man kann entspannter arbeiten. Dabei lässt sich das Bearbeitungsmodul entsprechend der maximalen Leitungslänge nach Belieben positionieren.
Da von zwei Seiten auf das Werkstück zugegriffen werden kann und die Bearbeitungsebene etwas höher liegt als bei anderen Maschinen üblich, ergibt sich eine ergonomische Zugangssituation mit bestmöglicher Sicht.
Folgekosten bedenken
Bei der Investition in ein Mikrobearbeitungszentrum gilt es, überlegt abzuwägen, und zwar neben mehreren weichen Argumenten auch harte Fakten: die Folgekosten. Diese sollten stets im Blick bleiben, zumal sie sich konkret beziffern lassen. Wer mit einem Mikrobearbeitungszentrum auf eine Anschlussleistung von lediglich fünf Kilowatt setzt, statt auf beispielsweise 30 wie bei großen Maschinen üblich, der spart per se allein schon deutlich bei den Energiekosten − ein Wert, der sich berechnen lässt. Und weil Energieeinsparung aktuell das Gebot der Stunde ist, fördert der Staat den Einsatz sparsamerer Maschinen. Energieberater geben konkrete Hilfestellung und berechnen die für Anträge erforderlichen Energieeinsparungen.
Minimaler Schmierbedarf
In Bearbeitungszentren kommt der Betreiber nicht umhin, die verwendeten Werkzeuge wie Fräser und Bohrer zu schmieren und zu kühlen. Dieser Aufwand geht schnell ins Geld und verursacht entsprechende Kosten. Minimalmengenschmierung heißt das Argument, mit dem Zorn bei der »microone« dagegenhält. Gefertigt wird dabei ganz ohne Wasser und mit nur wenig Öl. Die verwendete geölte Luft kommt mit wenigen Prozent des ansonsten erforderlichen Öls aus. Die Bilanz zeigt weniger Mengenverbrauch und weniger Entsorgungskosten, die Vorrichtungen zum Ansaugen und Absaugen der Flüssigkeiten entfallen. Angenehmer Zusatznutzen: Weil es keinen Wassernebel gibt und fast kaum Ölnebel entstehen kann, bleibt die Fabrikluft stets frisch – ein angenehmes Arbeitsumfeld.
Stellfläche minimieren
Platz zählt in der Fabrik zu den knappen Ressourcen, Stellfläche ist daher wertvoll. Hier gilt das Mikrobearbeitungszentrum mit einer Stellfläche von weniger als einem Quadratmeter geradezu als Raumwunder. Die modulare Fertigungszelle ist bis ins Detail auf die Größe und das Design der Maschine abgestimmt, die gesamte Grundfläche wird genutzt bei gleichzeitig sehr hoher Flexibilität in Sachen Produktion.

Einer für drei: Ein Bedienroboter ermöglicht den automatisierten Zugriff auf mehrere Bearbeitungszentren (Bild: Zorn).
Ein Beispiel ist der Bedienroboter. Dieser ist so angebracht, dass er von jeder Seite in die Zelle greifen kann, um so bis zu drei Zentren zu bedienen. Konkret bedeutet dies: Sind zum Automatisieren einer »microone« lediglich etwa 1,8 Quadratmeter erforderlich, so sind es bei maximaler Anordnung von dreien lediglich 6,5 Quadratmeter.
Bis 200 Werkzeuge im Zugriff
Zum jeweiligen Produkt die richtige Maschine zur Verfügung zu haben heißt, auf möglichst viele Werkzeuge zugreifen zu können. Der erweiterte Werkzeugspeicher nimmt ohne zusätzlichen Flächenbedarf 40 Werkzeuge auf. Der Austausch der verwendeten Werkzeuge erfolgt über ein Schubladensystem. Über die seitlichen Türen kann man auch während des Betriebs zugreifen. Das Standardmagazin nimmt entweder neun Werkzeuge ISO10 oder zwölf Werkzeuge bei Direktspannung auf. Die Aufnahmearten hängen von den einzelnen Fertigungsschritten ab und sind frei wählbar.
Aber Werkzeugspeicher können eigentlich nicht groß genug sein, denn zu häufig ändern sich Abmessungen und Fertigungsabläufe der zu produzierenden Werkstücke. Mehr Spielraum erhält der Betreiber mit einer Magazinlösung, die sogar bis auf eine Anzahl von 200 Werkzeugen ausbaubar ist. Eine verlängerte X-Achse nutzt einen zweiten Schlitten, Standardwerkzeugwechsler und Magazinplatte entfallen, stattdessen bietet das Werkzeugmagazin im Grundaufbau auf der X-Achse Platz für ein Alt- und Neuwerkzeug. Diese Werkzeuge werden parallel zur Zerspanung im rückwärtigen Raum ausgetauscht.
Umfassender Service
Ist der Vertrag geschlossen und die Maschine geliefert, betreuen Anwendungstechniker von Zorn Maschinenbau den Kunden auf Wunsch nach dem Kauf weiter − eine Dienstleistung, die das umfassende Know-how und die Erfahrungen des Sondermaschinenbauers mit den Möglichkeiten der Mikrobearbeitung vernetzt.